Institut pour une
triarticulation sociale
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Accueil
nv>actualités
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Jean-Marc
Decressonnière - L ' «approche anthroposophique» 4.2 Le concept de Lean-Management Le concept de lean-management est un concept de gestion amplement élargi qui, dans ses caractéristiques, semble suivre les principes de conception de la phase d'intégration et avec cela le paradigme de la société de l'information flexible. Dans ce qui suit, ce 63 concept de gestion et sa relation avec le concept de phase de développement du NPI seront discutés. 4.2.1 Les caractéristiques de la production allégée Les racines du concept de lean-management remontent au début des années 1980. Compte tenu de l'énorme succès de l'industrie automobile japonaise, l'industrie automobile mondiale a fait l'objet d'une enquête approfondie dans le cadre d'un "Programme automobile international" au Massachusetts Institute of Technology (MIT). 348 Un objectif central de ce projet de recherche était d'identifier les causes de l'avantage concurrentiel du Japon. 349 Les résultats de la recherche publiés dans le livre "The Future of the Automobile "350 ont révélé que le succès japonais n'était pas dû à des conditions économiques favorables ou à une avance technologique, mais plutôt à la forme spécifique d'organisation du travail dans les entreprises japonaises.351 Dans le but de corroborer empiriquement cette thèse, une étude comparative à grande échelle, appelée International Motor Vehicle Program (IMVP), a de nouveau été réalisée au MIT, dans laquelle les constructeurs automobiles japonais, européens et américains ont été comparés. 352 Ce projet de recherche a abouti à l'ouvrage "The Second Revolution in the Automobile Industry "353 écrit par J. P. Womack, D. T. Jones et D. Roos,354 (titre de la version originale anglaise : "The Machine that Changed the World"),355 qui, "par une conception de textes popularisé par une main de profit 356 357 est devenue accessible à un large public. 348 Cf. Altshuler et al.
1984. 64 Les résultats de cette étude comparative confirment que les Japonais acquièrent des avantages concurrentiels considérables grâce à leur organisation spécifique en termes de structure et de processus.358 Les indicateurs d'étalonnage prouvent que par rapport à la production de masse traditionnelle, qui était encore courante dans l'industrie automobile occidentale dans les années 1980, "il existe une meilleure façon d'organiser et de gérer les relations avec les clients, la chaîne d'approvisionnement, le développement et la fabrication des produits",359 à savoir le concept de fabrication développé dans les années 1960 et 1970 chez Toyota Motor Corporation, qui a été décrit comme une "production allégée/lean-production" par les auteurs de l'étude du MIT.360 La production dans les entreprises japonaises est "allégée" car, par rapport à la production de masse, "on produit de plus en plus avec de moins en moins "361 en raison d'une meilleure utilisation des ressources. Ainsi, dans l'usine allégée, nous utilisons moins de tout (voir fig. 16) : 362 la moitié du personnel de l'usine, la moitié de la surface de production, la moitié de l'investissement en outils, la moitié du temps pour le développement d'un nouveau produit et moins de la moitié du stock nécessaire. En outre, il y a beaucoup moins d'erreurs et une plus grande variété de produits est offerte. En termes de productivité, de qualité et de flexibilité, la production allégée présente un avantage de performance de 2:1.363 Au vu de cette supériorité des entreprises japonaises, les auteurs de l'étude du MIT recommandent aux constructeurs automobiles occidentaux de reprendre la production allégée afin de ne pas être rejetés désespérément dans la concurrence.364 La mise en œuvre rapide de la recette japonaise du succès est ainsi élevée à une question existentielle:365 "Minci ou meurs ! 366 est maintenant la nouvelle formule pour survivre dans la compétition. 358 Cf. Kieser 1995, p.
38. 65
Figure 16 : Caractéristiques de la production allégée chez les fabricants de gros volumes 367 Les auteurs de l'étude du MIT sont certains que la production allégée se répandra dans le monde entier comme si c'était une fatalité historique, et s'imposera comme le "système de production standard du 21e siècle".369 Comme l'a fait autrefois la production de masse fordiste, la production allégée entraînera un boulversemeng révolutionnaire et "changera tout dans presque toutes les industries.... - le choix pour les consommateurs, la nature du travail, le bien-être des entreprises et, en fin de compte, le destin des nations. "370 Le concept de production allégée, qui est présenté dans le livre sectoriel "The Second Revolution in the Automotive Industry", a été développé par J. P. Womack et D. T. Jones, dans un autre livre intitulé "On the way to the perfect company "371 (anglais : "Lean Thinking"), a placé le concept de production allégée dans une perspective plus large et l'a transféré par dessus l'industrie automobile 367 Cf. Womack et al. 199
1, passim. 66 à l'ensemble de l'économie. 372 Alors que le premier livre, qui devait servir de choc pour "réveiller les entreprises, les dirigeants, les employés et les investisseurs dans le monde obsolète de la production de masse "373 , se limitait à une description de la production allégée, le second comprend une justification théorique du concept novateur et un guide pratique pour rationaliser "les organisations de production de masse fermement assises dans la vase" 374 . En quoi ce concept de production innovant diffère-t-il de la production de masse conventionnelle ? Par sa minceur. Cela est dû au fait que toute forme de "muda" (déchets) est systématiquement éradiquée.375 Le muda est défini comme la consommation de ressources qui ne contribue pas à la création de valeur. Un tel gaspillage de ressources comprend toutes les réserves de temps, de matériel et de personnel, comme la duplication inutile du travail, l'oisiveté organisationnelle ou les inventaires excessifs. Ce principe du "zéro tampon", qui sous-tend la minceur d'une entreprise, entraîne une augmentation "spectaculaire" de la productivité 376 .
Figure 17 : Les cinq principes clés de la pensée lean 377 La "formule magique "378 pour éliminer le muda est ce qu'on appelle la "pensée lean", qui comprend cinq principes clés (voir figure 17).379 La pensée lean se caractérise par le fait que l'ensemble du flux de valeur de certains produits passe au premier plan, et que l'entreprise entière est repensée dans cette perspective. De cette 371 Cf. Womack/Jones
1997. 67 La base est de déterminer la valeur exacte et de la convertir sur toute sa longueur en un flux, comme demandé par le client (pull), en tenant toujours compte de la recherche de la perfection. 380
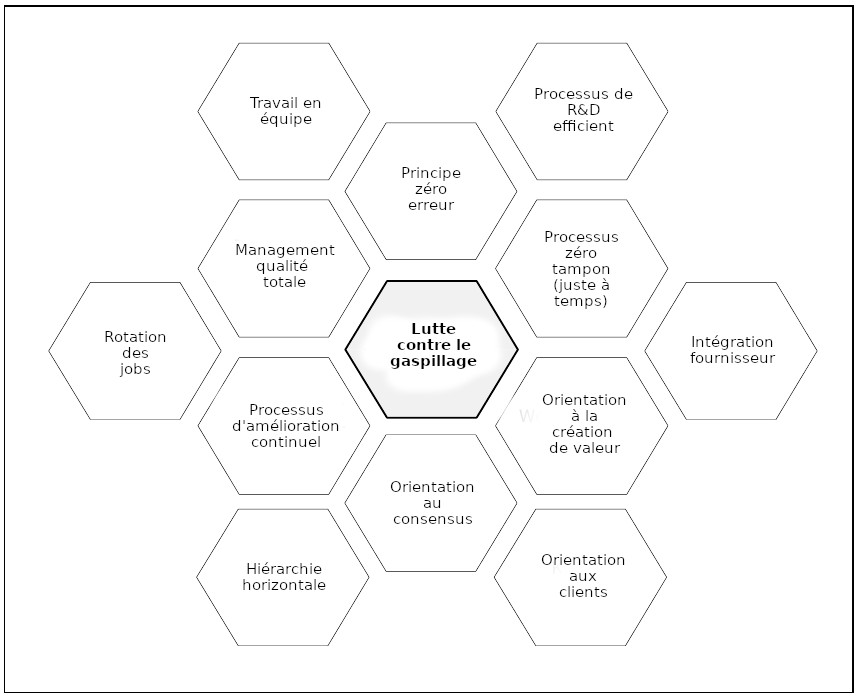
Figure 18 : Les éléments de conception de la production allégée 381 Conformément à ces principes, toute la chaîne de valeur, du fournisseur au producteur et à l'acheteur, doit être conçue comme un réseau intégré. 382 Parce que seule une collaboration basée sur la confiance mutuelle de toutes les entreprises partenaires impliquées dans la création de valeur d'un produit 383 permet de "créer un canal pour l'ensemble du flux de valeur ajoutée et de deblayer tout le muda". 384 379 Cf. Womack/Jones
1997, p. 7 et suivantes.
68 En outre, l'éradication systématique du muda implique un changement de perspective, passant des actifs corporels aux actifs humains.385 Une stratégie de conception anthropocentrique vise à garantir que les employés, en tant qu'entrepreneurs réfléchis, deviennent des agents actifs du processus d'amélioration continue.386 D'autre part, l'utilisation holistique du travail dans le cadre de structures d'équipe ouvre d'importants potentiels de productivité qui sont gaspillés dans la production de masse de la tradition tayloriste en raison de l'accès restrictif au travail.387 Les principes de la pensée lean trouvent leur concrétisation dans les éléments de conception et les techniques de production lean, qui sont présentés dans la figure 18. Tous ces éléments sont soumis à l'objectif de lutter contre toutes les formes de gaspillage (muda), c'est-à-dire d'aider l'entreprise à devenir plus légère. 4.2.2 Les racines anthroposophiques de la production allégée Bien que le concept de gestion allégée ait rencontré un écho soutenu, le débat public ne reconnaît pas, dans une large mesure, que ce concept trouve ses racines dans l'anthroposophie et s'appuie sur le cadre conceptuel du modèle de développement des NPI. Dans une interview 388 , l'auteur D. T. Jones fait explicitement référence à des sources anthroposophiques, et en particulier aux écrits de B. Lievegoed. 389 Le concept de la phase de développement du NPI était pour D. T. Jones, la clé pour comprendre la forme d'organisation du travail que l'on trouve préalablement au Japon. Sur la base de sa lecture de Lievegoed, il a reconnu que les trois phases de développement décrites par Lievegoed se reflètent dans le développement des concepts de production (voir Fig. 19).390 Le cadre conceptuel du modèle NPI est présenté dans le livre "La deuxième révolution dans l'industrie automobile" se distingue clairement. La production allégée est décrite dans ce livre par une comparaison avec la production artisanale et la production de masse 391 385 Cf. Pfeiffer/Weiß
1994, p. 73. 69 Le concept de production
artisanale présente précisément les caractéristiques de la
phase pionnière : Des travailleurs hautement qualifiés et
des machines-outils polyvalentes et flexibles sont
utilisés pour produire exactement ce que le client a
commandé. La coordination de l'entreprise artisanale est
assurée par le propriétaire-entrepreneur, qui est en
contact direct avec les salariés, les fournisseurs et les
clients.392 La production de masse, en
revanche, correspond dans ses caractéristiques à la phase
de développement de la différenciation. Elle se
caractérise par la fabrication de produits standardisés en
grandes quantités à l'aide de machines spéciales dans une
forte division du travail.393
Figure 19 : Relation entre les formes de production et les phases de développement des entreprises Enfin, le concept de production allégée a un parallèle avec la phase d'intégration. 394 Elle combine les avantages de la production manuelle et de la production de masse tout en évitant les coûts élevés de la première et la rigidité de la seconde.395 Ainsi, au sens de la phase d'intégration, la production allégée représente une synthèse des formes de production opposées liées aux deux premières phases de développement.396 Les éléments de conception de la phase d'intégration se retrouvent également dans la production allégée : l'orientation vers le processus, les relations de type réseau le long de la chaîne de création de valeur et la position centrale de l'être humain. Toutefois, à y regarder de plus près, la parallélisation du concept de production allégée avec celui de la phase d'intégration s'avère problématique. Bien que les éléments de conception des deux concepts semblent présenter certaines similitudes, ces éléments (moyens) sont soumis à des objectifs (fins) supérieurs différents. Tandis que la conception d'organisation de la phase d'intégration de Lievegoed est liée à la 391 Cf. Womack et al.
1991, p. 18. 70 demande/l'exigence normative de créer des conditions de developpement pour les humains de l'organisation, 397 et de promouvoir le déploiement d' "humanité commune/avec les autres" dans la vie de l'économie 398, le but de la production allégée est principalement d'accroître la compétitivité par l'élimination du muda, c'est-à-dire par l'amaigrissement de l'entreprise. Contrairement à la rationalisation centrée sur la technologie dans le contexte de la production de masse, la stratégie de rationalisation allégée se concentre sur les ressources humaines afin d'ouvrir de nouvelles sources d'augmentation de la productivité. 399 Par conséquent, la conception anthropocentrique du travail dans l'usine allégée ne répond nullement aux exigences de développement de la personnalité de la phase d'intégration. La production allégée se caractérise plutôt par une utilisation extrêmement intensive du travail humain. 400 En raison du principe du tampon zéro, les travailleurs sont exposés à une pression énorme pour effectuer leurs tâches.401 Le "transfert d'un maximum de tâches et de responsabilités à chaque travailleur "402 étend le champ d'activité ainsi que le champ de décision et de contrôle, mais en raison du maintien de la production à la chaîne de montage liée à un cycle, le contenu du travail reste structuré en cycles courts,403 de sorte que l'extension du champ d'action conduit à une concentration du travail qui est insupportable du point de vue de la psychologie du travail.404 Contrairement à la production de masse fordiste, le travail à la chaîne de montage 405 est organisée en équipes dans l'usine allégée. La rotation entre plusieurs sous-tâches (rotation des postes) au sein des équipes ne peut cependant pas venir à bout de la partialisation tayloriste de l'activité de travail, puisque le changement ne s'opère qu'entre des opérations de travail simples et structurellement similaires. 406 Dans le contexte de cette "politique rigoureuse de consolidation du travail "407 , il semble carrément "hypocrite "408 que Womack et al. "au nom de l'humanisation des emplois, se réfèrent à l'importance centrale des personnes dans le processus de production allégée "409 . Les 397 Cf. Lievegoed 1974,
p. 164 s. 71 auteurs de l'étude du MIT se demandent si la production allégée est satisfaisante en termes humains, si elle est capable de restaurer la "satisfaction du travail "410 perdue dans la production de masse.411 Ils concèdent qu'un système de production allégée est "fragile "412 puisque, conformément au principe du tampon zéro, il élimine toute marge de manœuvre et donc aussi tout filet de sécurité,413 mais ils ne considèrent pas cela comme un mal, mais plutôt comme un défi pour les travailleurs qui peut être évalué positivement. "Alors que l'usine de production de masse est souvent pleine de stress qui tue l'esprit, (...) la production allégée offre une excitation créative dans laquelle les employés ont de nombreuses occasions de relever les défis "414 et la "motivation constante de rendre le déroulement du travail plus fluide".415 La production allégée sans tampons ne peut fonctionner que si les employés ne travaillent pas mécaniquement et de manière distraite comme dans la production de masse. Ils devraient plutôt faire un grand effort 416 et vouloir se développer continuellement.417 Ainsi, la production allégée est exigeante et satisfaisante.418 De plus, le travail dans l'usine allégée est plus satisfaisant dans la mesure où les techniques de production allégée facilitent la concentration totale,419 et provoquent un état psychologique agréable de flux.421 Womack et al. se dissocient résolument du concept de groupes de travail semi-autonomes de type suédois, qui, dans ses caractéristiques, correspond largement aux critères de motivation et de qualification fondés en psychologie du travail, c'est-à-dire à une conception des tâches favorisant la personnalité,422 . Dans ce concept de travail en groupe, ils voient non seulement des déficits d'efficacité, mais aussi une rechute dans l'ère de la production artisanale 423 : cet anachronique " néo art artisanal "424 s'efforce d'aller dans une direction complètement différente de celle de la 410 Womack et al. 1991,
p. 105. 72 production allégée, c'est-à-dire "retour à une époque où l'artisanat était une fin en soi".425 Selon l'avis de Jones, ce concept de travail de groupe représente "le raisonnement sur ce qui est 426 humain et ce qui n'est pas (...) complètement sur la tête. L'idée syndicale d'humaniser le travail par des groupes autogérés repose sur la fausse prémisse que les travailleurs seraient heureux si on leur donnait le contrôle de leur propre travail. Jones considère qu'il s'agit d'un mythe réactionnaire, car "les personnes à qui l'on donne le contrôle de leur propre travail peuvent prendre le thé ensemble, mais elles n'ont pas conscience de ce qu'elles doivent faire et pour qui elles le font. Mais c'est seulement ainsi que le travail devient humain".427 En résumé, la production allégée est fondamentalement différente du concept de conception de la phase d'intégration. L'accord superficiel et seulement partiel sur les principes de conception ne peut pas cacher la différence d'orientation intentionnelle de base des deux concepts. Alors que le concept de la phase d'intégration est orienté vers le développement du sous-système social, la production allégée instrumentalise le sous-système social : la logique de rationalisation caractéristique de la phase de différenciation ne se limite plus au sous-système technique dans la production allégée comme dans la production de masse, mais s'étend désormais aussi aux ressources humaines. Le retour à l'être humain dans le cadre du concept de Lean Production n'est donc pas dans le but d'humaniser le travail, mais plutôt dans celui d'une "rationalisation cohérente du travail avec l'utilisation intégrale de la force de travail humain"428. En particulier, la production allégée contredit les véritables exigences de Lievegoed concernant le sous-système social, notamment parce que la catégorie "allégée" implique un couplage rigide du système de production. La stratégie consistant à éliminer systématiquement tous les tampons ignore le fait que les processus d'apprentissage et de développement ne peuvent se dérouler que s'il existe une marge de manœuvre suffisante. À cet égard, les tampons et les redondances dans l'organisation ne doivent pas nécessairement toujours constituer un gaspillage de ressources, mais sont une condition préalable à la flexibilité, à l'innovation et à l'efficacité. La diffamation des principes du concept de groupes de travail semi-autonomes en tant que normes d'humanisation archaïques est la preuve du parti pris et de l'ignorance des auteurs de l'étude du MIT (cf. Ulich 1995, p. 25). 425 Womack et al. 1991,
p. 107. 73 L'apprentissage organisationnel est pratiquement nécessaire.429 L'élimination systématique de tous les tampons dans le cadre de la production allégée ne conduit donc que superficiellement à des gains économiques, car elle entraîne simultanément l'entreprise dans une inflexibilité dangereuse et une vulnérabilité aux crises.430 Dans ce contexte, la thèse avancée par Jones selon laquelle la production allégée correspond à la phase d'intégration ne peut être maintenue. L'évaluation unanimement négative des tampons est plutôt l'expression d'une image mécaniste de l'organisation. 431 Ainsi, la production allégée en son cœur s'avère être une manifestation de la phase de différenciation. Dans la réception du concept de gestion allégée par le NPI, cette incompatibilité conceptuelle de la production allégée avec le concept de la phase d'intégration n'est pas prise en compte. Au contraire, le paradigme de l'entreprise allégée est incorporé dans le développement ultérieur de l'approche NPI d'une manière totalement non critique. Nous allons maintenant aborder ce point dans la section suivante. |